

联系我们

方形机闸一体渠道闸门平面双向镶铜闸门本地厂家
更新时间:2025-02-13 08:36:51 浏览次数:11 公司名称: 河畔水利机械厂
| 最小起订 | 1 |
|---|---|
| 是否厂家 | 厂家 |
| 产品材质 | 铸铁 |
| 发货城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 扬禹 |
| 主体材质 | 铸铁 |
| 密封形式 | 硬密封型 |
| 连接形式 | 手电启闭机 |
| 用途 | 止水 |


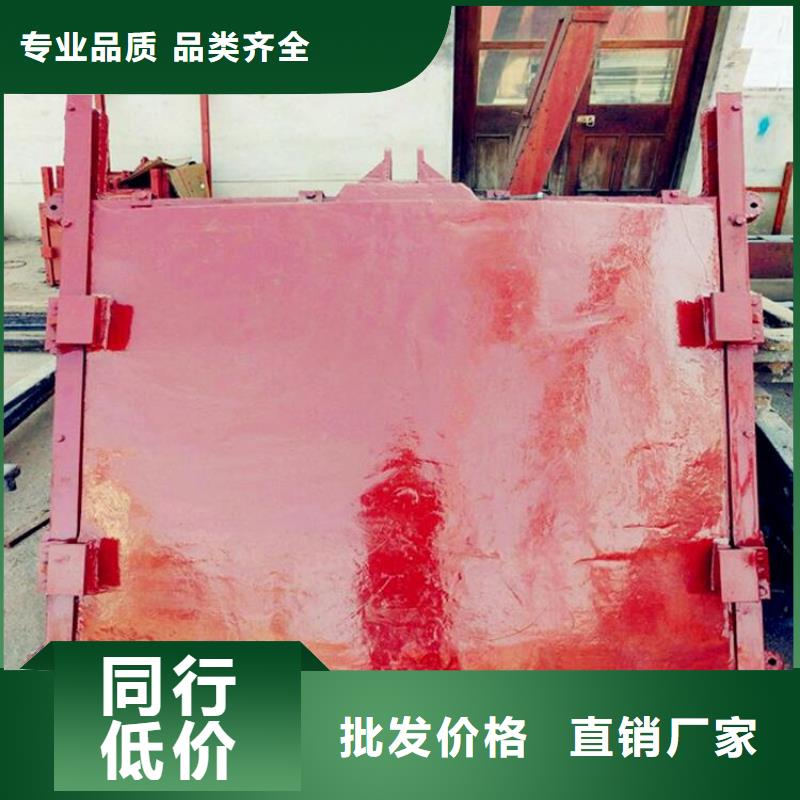
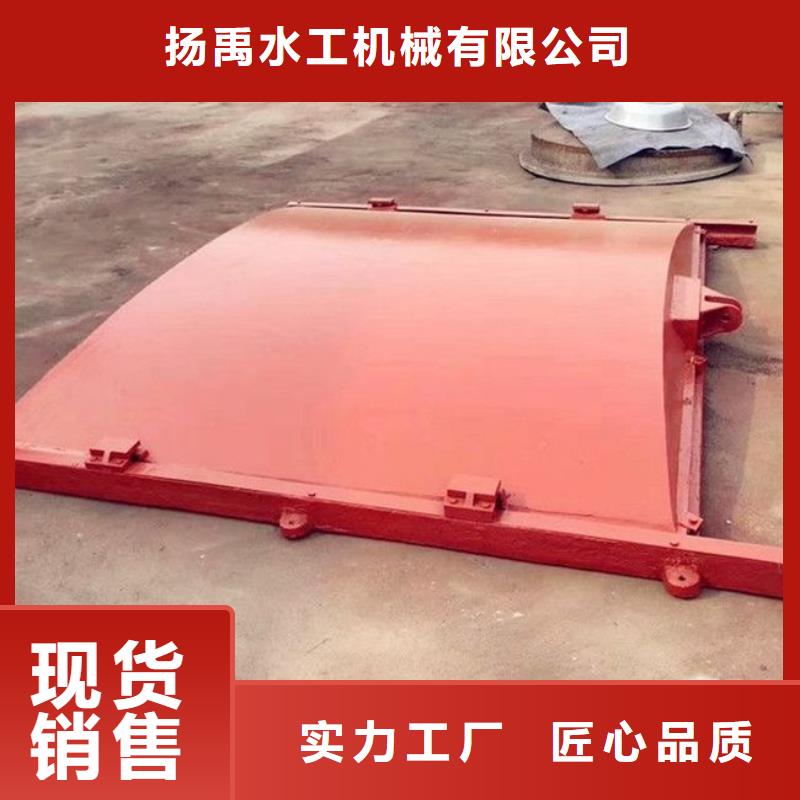


亳州方形机闸一体渠道闸门 平面双向镶铜闸门 本地厂家

铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。


现我厂亳州不锈钢拍门产品覆盖全国二十六个省、市、区,与全国多家大型、特大型企业建立了长期的友好合作伙伴关系。 <亳州>扬禹水工机械有限公司建立和健全了质量管理体系,严格过程控制,完善了售后服务。用户满意是公司人的追求。质优价廉,诚信广交天下友。


<亳州>扬禹水工机械有限公司坐落于冀州区西王开发区, 厂家于2009年成立.注册资金1000万主要是从事亳州不锈钢拍门的销售 设计及生产。我们将不断开发新亳州不锈钢拍门产品,应用新工艺,始终如一的注重亳州不锈钢拍门产品质量、售后服务与厂家形象。